Share
Pin
Tweet
Send
Share
Send
A fost necesară realizarea unei unități de sudură pentru utilizare în garaj și în țară. Simplu, dar puternic, până la 200 A curent de ieșire la oțel de sudat cu grosimea de până la 12 mm. electrozi „patru” sau „cinci”.


Must
- Patru transformatoare noi sau folosite de la un cuptor cu microunde;
- Sârmă izolată cu catenă cu secțiune transversală de cel puțin 50 mm2;
- Manșoane pentru sertizarea firelor și a cleștelor de presare;
- Instrumente simple de prelucrare a metalelor și tâmplăriei;
- Placaj multistrat pentru aparat;
- Termometru multimetru și la distanță;
- Diferite lucruri mici, elemente de fixare, vopsea și multe altele.
Fabricarea pieselor electrice
Transformatoarele în sine pot fi cumpărate noi sau folosite, în ateliere de reparații cu microunde, cu o reducere decentă.

Îndepărtăm a doua înfășurare. Puteți utiliza un disc de tăiere sau un ferăstrău convențional pentru metal. Principalul lucru este să nu deteriorați înfășurarea primară!

Rămășițele tăiate „primare” bat o barbă sau orice tijă de oțel adecvată.

Apoi într-o „fereastră” liberă așezați cu atenție 10 rotiri de cablu.

Lăsăm concluzii pe 15 cm.

Repetați operațiunea cu transformatoarele rămase.
Verificarea piesei electrice
Este necesar să verificați electricele viitoarei mașini de sudat.
ATENȚIE!
Toate lucrările ulterioare de instalare electrică trebuie efectuate DOAR cu un dispozitiv dezactivat!
Conectăm răsucirea înfășurării în conformitate cu schema.

Rețea, fostă secundară, în „paralelă”.

Înfășurările de ieșire sunt asamblate în serie.

În acest caz, este necesar ca ieșirile unei bobine să fie conectate la intrarea ulterioară!
Conectăm înfășurările rețelei la o priză puternică de 220 V. Verificăm curentul consumat de unitate, în absența sarcinii.
Cam 11 A., prea mult, dar suportabil.
Măsurăm tensiunea la ieșirea înfășurărilor combinate de sudare cu putere. Rezultatul a fost o tensiune de 35 - 37 V. Fiecare transformator are 9 V.

Apoi verificăm posibilitatea aprinderii arcului și încercăm să sudăm o pereche de piese din oțel.
Bucătari! Cusătura este excelentă.

În timpul sudării, curentul de intrare 32 - 35 A, curentul de arc 170 - 190 A.
Verificăm încălzirea transformatoarelor, nu depășește 80 0C. Acceptabil.

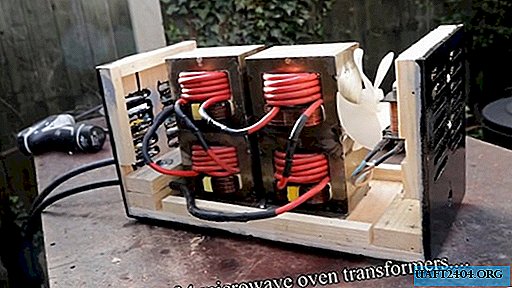
Carcasă
Sudăm transformatoarele în două.

Puteți confecționa un corp din metal, puteți ridica ceva gata. Mi-a fost mai ușor să fac din placaj.


Carcasa trebuie să aibă orificii de ventilație mari.



Instalăm un ventilator pentru suflarea forțată a transformatoarelor.

Montaj final
Montăm toate nodurile și părțile din carcasă. Realizăm conexiunea conductorilor înfășurărilor, sudării la rețea și la ieșire, mânecile metalice ale diametrelor corespunzătoare. Comprimăm mânecile cu cârlige de presă.


Izolăm îmbinările cu tuburi termocontractabile, încălzindu-le cu un uscător de păr.
Închideți capacul, dispozitivul este gata.

Verificarea lucrului
Am sudat două 6 mm. plăci de oțel. Arcul este neted, nu există „draw” de curent. Cusătura este obținută cu o penetrare profundă.


Prin orificiul carcasei verificăm supraîncălzirea transformatoarelor. Temperatura este puțin mai mare de 40 0C.
Repetați sudarea cu 12 mm. resturi de oțel. Rezultatul este din nou pozitiv.
„Sudorul” s-a dovedit!
Este adevărat, merită să ne amintim că transformatoarele din dispozitiv sunt relativ mici. Prin urmare, cea mai importantă caracteristică pentru unitatea de sudură PV (durata includerii) sau PN (durata încărcării) este mică de 20-30%. Gătit timp de 3 minute, lăsați aparatul să se odihnească 7-8 minute. În acest moment, puteți schimba electrodul, rearanja piesele care urmează să fie sudate, doar să vă odihniți.
Pentru a crește performanța dispozitivului, reduceți încălzirea acestuia, are sens să puneți un ventilator mai puternic sau să puneți o secundă. Unul va sufla aer, celălalt va atrage. Eficiența de răcire va crește.
Share
Pin
Tweet
Send
Share
Send